
Powder coating (also called powder painting) is a process of using static electricity and compressed air to cause electrically charged powdered plastic to adhere to a metal surface in an even distribution. Then the part is baked at a specified temperature for a specified time. The powder melts and flows together and then cures to a hard surface with excellent adhesion to the underlying metal.
Find more Tech Tips like this in books from our RESTORATION COLLECTION
Learn everything you need to know about restoring your car or truck to its best condition! Browse the collection here.
SHARE THIS ARTICLE: Please feel free to share this article on Facebook, in forums, or with any clubs your participate in. You can copy and paste this link to share: https://www.cartechbooks.com/blogs/techtips/powder-coating-fundamentals
That’s the actual powder coating process in a nutshell, apart from the extensive work of pre-cleaning the parts. The point is that you have a tremendous variety of powders to choose from, each with different properties. Different brands of powder have highly variable quality and different compositions. Some metallic powders include metals, as you might suspect from the name. You can purchase powders with wrinkle finishes; matte, gloss, or mirror finishes; clear finishes; and many others including simulated chrome (which is much tougher than actual chrome plating).
You can easily powder coat any metal because metals conduct electricity very well; the powder really wants to stick because of the electrostatic charge applied by the powder gun. You can also powder coat some temperature-resistant plastics and wood products, including medium-density fiberboard. It may be more difficult to get a good coating on items that do not conduct electricity, but as long as they can survive the curing process, you can coat them. All powders cure at less than 425 degrees F, and many cure as low as 340 degrees, which gives you a wide range of materials.
Perhaps the best thing about powder coating is its toughness and resistance to abuse, plus the fact that powder coat is easily removed with paint stripper gel. So if you make a mistake, or just decide to change colors, you can do so easily without damaging the underlying part.

Spraying powder coat is easy, and in this photo I am coating an exhaust manifold. The residue simply sweeps right up. With a little practice, you’ll be coating parts like a professional.

This perfectly ordinary cam cover from a Mazda Miata is one of the projects in this book. Coating parts such as this is the main thing that most home powder coaters do with their equipment. When word gets around that you can do this, be prepared to be the most popular person in your club.

With just a little work, that plain aluminum cam cover has now been turned into a prized dress-up item that makes any Miata’s engine bay look fantastic and racy. The finish will last for decades.
The benefits of powder coating parts are many, especially if the part in question is subject to abuse by exposure to the elements. Any part on the underside of a car, for example, is routinely blasted by rocks and sand, splashed with water (which may be salty in winter, depending on where you live), and doused with grease, road grime, and other substances. Powder coating helps these parts resist damage from the elements, makes them easier to clean, and keeps them looking good!
The Chemistry of Powder Coating
On navy ships, many of the most junior sailors are assigned to painting detail. An old joke goes that if it moves, they should salute it. If it doesn’t move, they should paint it. The reason for that policy is because salt is one of the most corrosive sub-stances on Earth. When you combine salt, water, and air with bare iron or steel, the metal starts to oxidize immediately, producing rust. Even so-called “stainless” steel with high chromium content rusts.
If you’ve seen what happens to cars in Hawaii, you’ve seen the effect of salt, water, and air. Hawaiians call the effect “Dragon Rust” because of the way it just eats up a car; and this is in a part of the world that never sees snow or ice. Any scratch through the paint is an opportunity for a rust infection to get going. The benefit of powder coat in that kind of environment is that it’s much harder to scratch than regular paint.
And it’s not just iron and steel you have to worry about; many metals oxidize readily. Aluminum oxidizes into a gritty powder, and the oxidization can permeate the body of the metal and weaken it over time.


Before you can apply that beautiful powder coat, you must remove absolutely all rust, scale, dirt, and grease from your projects. This rusty hook was found in a metal recycling center and purchased for the challenge of de-rusting it.

Here’s the same hook after a good soak in Eastwood Rust Dissolver and a little wire brush work with the bench grinder. It looks great and is ready to be powder coated.

Eastwood offers a perfect Ford blue for dressing out Ford engine bays. It’s also just a really nice blue that you can use elsewhere. Bugatti owners take special notice of this shade, as it’s a perfect French racing blue as well!
The best way to slow the rusting process is to seal the metal in some kind of material that is not subject to immediate degradation by salt, water, and air. Paint has historically been that substance, although pitch and tar were popular for centuries.
Paint has the advantage of being easy to apply, and being able to cure (dry) under a variety of conditions. As a liquid, paint is made with some form of solvent, which can be as simple as water, but more often the solvent is a volatile organic compound. These are defined as solvents that have unusually low boiling temperatures, which is to say that they evaporate at normal room temperatures. For example, liquid formaldehyde evaporates at any temperature above -2 degrees F. But formaldehyde is a particularly caustic chemical, so its use is restricted in the modern age. However, using solvents in paint makes it possible to spread those products in cold weather (down to about 35 degrees F), and they still cure.
Find more Tech Tips like this in books from our RESTORATION COLLECTION
Learn everything you need to know about restoring your car or truck to its best condition! Browse the collection here.
SHARE THIS ARTICLE: Please feel free to share this article on Facebook, in forums, or with any clubs your participate in. You can copy and paste this link to share: https://www.cartechbooks.com/blogs/techtips/powder-coating-fundamentals
The method of application and curing is the biggest difference between paint and powder coating. Whereas paint suspends the latex, acrylic, or other coating substance in the solvent and relies on the solvent evaporating away to leave a smooth coating, powder coat dusts the substance onto the surface of the target part, using an electric charge to create attraction between the coating substance and the surface to be painted. Then the powder is cured by heating the coating particles until they melt and flow together.
Interestingly, the underlying plastics used in powder coating are very close or identical to the plastics used in fiberglass and composite fabrication. Polyurethane, polyester, acrylic, and plastics mixed with epoxy are all popular bases for powder coating. Fiberglass fabrication relies on a catalyst to cure a resin made of polyester or polyurethane (with or without epoxy); powder coating uses heat to trigger the same result: a hardened plastic finish.
The Physics of Powder Coating
Powder coating guns are fundamentally different from paint guns in that they use electrical current to encourage the powder to stick to the part being coated. Every powder coating kit includes a power cord, a transformer box, a ground wire, a trigger for the electrical current, and the gun itself. The gun also includes a fitting for compressed air, a place to mount the cup of powder, and a trigger that actuates the compressed airflow.
The gun also has a metal rod that runs down the center of the barrel. This rod receives a positive electrical charge when the electrical trigger is actuated. The ground wire is clipped to the part (or to any metal piece in contact with the part, such as the hanger) and is the negative side of the same current flow as the gun. The electricity really wants to get to that ground wire, but because the electrical charge cannot jump the distance between the gun and the part (more on that later) it attaches itself to the powder particles as they pass through the barrel of the gun. The powder is being blown through the gun by the compressed air.
Once the particles are in the air, they are attracted to the metal piece attached to the ground wire. They stick to the part and their passenger electrons can then make the trip to the ground wire.
This process is why you have to be sure to actuate the electrical trigger attached to the transformer box as well as the air trigger on the gun. If you forget the electrical trigger, the powder has no particular attraction to the part, and you’ll wonder why the coverage is so thin for all the powder you’re using. Obviously if you forget to pull the gun trigger, no powder blows through at all. It’s the electrical side that is most often forgotten.
This is also why you have to keep the nozzle of the gun at least 4 to 5 inches from the part. If that metal rod comes too close to the part, a spark jumps and makes a divot in your smooth coat of powder.
Powder Coating Color and Composition
You can mix and change paint colors. When you buy paint at a store, you select the precise color you want and they have a formula for it. Usually they start with a can of white paint and add a few drops of this color and a few drops of that color. After they mix it you get the precise color you wanted.
The nature of powder coating products is fundamentally different. When a powder is made, the color is put in while the product is still a liquid. The product is hardened, after which it is ground into powder before you purchase it. Powder, of course, is millions of tiny pieces of plastic. So if you mix a red powder and a blue powder, the two powders do not change each other even in the slightest way. The two colors may intermingle, but they cannot truly mix to create a new color.
So although red paint and blue paint can be mixed to create purple paint, you cannot get a true purple from mixing red and blue powder. In fact, you get something that may be a good deal better than purple.
So what happens when you mix different colors of powder? All the tiny specks of plastic intermingle in a more-or-less even way (depending on how thoroughly you shake and stir the mixture) that is fundamentally random. I suspect that different powders have different sizes or weights of particle because it seems as if mixed powders never quite come out evenly. But the powders both flow together a bit and cure in the same way during the baking process.

I mixed some bright red with some Ford blue and came up with this purple tone that tricks your eye and appears to change colors as you look at the part from different angles. You can experiment to come up with your own custom mixes.

The bowl takes on a whole different sheen when the powder is cured. This mixture never looks quite the same from project to project, but it never fails to be stunningly beautiful.
The effect of a mixed powder is that of millions of tiny spots of red and blue together. Your eye cannot see every tiny dot of red or blue, so it averages the colors. And that “average” changes in different lights and when looking at the finished piece from different angles. Some very high-priced automotive paints behave in the same manner; the color seems to change before your eyes as you move the finished part in your hands. From some angles it looks more reddish, and from other viewpoints it looks more blue.
Powder makers do not intend for their products to be mixed, so you’re kind of on your own with this technique. You can experiment and find a blend that you like. Chapter 8 includes a finished project mixing red and blue powders, and it turned out beautifully.
Thermoplastic versus Thermosetting Powders
For the most part, you don’t hear much about thermoplastic versus thermosetting powders because almost all the powders you will use are the thermosetting type. But if you are faced with a choice, know that thermoplastic powders have the ability to melt and flow over and over again.
Thermosetting plastic powders, on the other hand, are designed to be heated and cured just once. A chemical change takes place within the powder and it hardens as it cools. Thermosetting powders are tougher when attacked by chemicals, heat, or concussion. Repeated heating can burn thermosetting powders, but (almost paradoxically) they are better than thermoplastic powders at dealing with high temperatures that do not reach curing temperature. As a rule, parts that reach temperatures of more than 200 degrees F repeatedly, such as exhaust manifolds, should not be powder coated (see page 15 for a discussion of ceramic coatings that are appropriate for such parts).
Powder Coating Options
Powder coating has been around since the early 1970s, and today more than 15 percent of industrial finishing processes use powder coat. Commercial powder coating operations are in business in every major city in the United States and around the world. For industrial and automotive metal protection, it’s hard to beat powder coating for its toughness and durability. Moreover, powder coating is far more environmentally friendly than traditional painting. Cities that restrict the use of solvent-based paints for air quality reasons accept powder coating operations. Powder coating protects the roughest, toughest machinery as well as the household items you depend on daily. It provides a more durable finish than liquid paints can offer, while still providing an attractive finish. Powder coated products are more resistant to diminished coating quality as a result of impact, moisture, chemicals, ultraviolet light, and other extreme weather conditions. In turn, this reduces the risk of scratches, chipping, abrasions, corrosion, fading, and other wear issues.
Professional Powder Coating Shop
In a very short time you will be a skilled powder coater. Your results will be every bit as good as the professionals at a fraction of the cost. But there are still circumstances in which you should choose to take a project to a professional shop.
“I don’t think anyone ever leaves here with a bill over $500, unless it’s something really exotic,” says the owner of one powder coating business specializing in automotive restoration.
Chiefly, those circumstances are when a project is too large to fit into your curing oven. You may also find that a particularly complex shape benefits from the pro touch, or the shop may have access to a powder that you can’t get elsewhere. Most professional powder coating operations have about 400 to 500 different colors of powder in stock at any given time, and easy access to hundreds more. You can just look through the catalog and pick the perfect color to match any need.
Chrome finishes and gold tone products are also good candidates for the professionals, simply because they have plenty of experience in getting perfect results with these more finicky finishes.

Translucent and metallic colors are available, along with wrinkle finish, veined, and several other textures. There is little you can’t achieve with powder coating.

You don’t have to use expensive custom cleansers. Basic products (such as this Berryman B-12 Chemtool) available in any auto parts store or grocery store work just fine to clean your parts before powder coating.

You can perform home powder coat curing in an ordinary kitchen electric oven, or a toaster oven, or even with infrared heat lamps. It’s best to have a dedicated oven for curing; they are commonly inexpensive or even free through craigslist online.
Be aware that your selection of color may have a substantial impact on the price you pay for professional (and home) powder coating. Some products require a primer coat, especially pearlescent or metallic colors. These benefit from a layer of white or clear underneath them for the color to really pop.
The cost to take a part to a professional shop varies quite a bit. Some shops are happy to take one-off or small pieces, while others base their business on a more industrial scale. So shop around to find a shop that you can work with. Once you have some experience, you can speak to the shop about exactly what you want to achieve.
Another reason to use a pro shop is for a part that is very difficult to clean properly. Most shops have their own cleaning equipment, or they work with a cleaning business on a regular basis. If you have a complicated shape such as a differential housing or an intake manifold and you just can’t get all the gunk out of the nooks and crannies, there’s no shame in taking that project to a professional.
You may find that after spending a lot of time, effort, and money to find, acquire, and restore a particularly rare or challenging part, it’s money well spent to have it coated professionally.
Powder Coating versus Traditional Painting
The main reason to choose powder coating over traditional painting is that you can remove a part, clean it, apply the powder, bake the part, and get it back onto your car (or wherever) in about an hour. Plus, when you’re done with the coating, the surface is far tougher than with any liquid paint. Powder coat resists chipping, scratching, and chemical attack far better than paint. Powder is substantially more flexible than dried paint, which is why it is used on automotive springs, torsion bars, and other items that flex in the normal course of their use.
Essentially, you have to use just the right kind of chemical to remove powder coat, but the usual suspects such as brake fluid, won’t touch it. What’s more, powder coat also resists fading and degradation from UV light, moisture, and other environmental factors, so you can use powder coated parts outdoors in direct sunlight for years.
Another big benefit is that powder coating produces very little in the way of volatile organic fumes. There’s a little smoke and fume when you bake the coating to cure it, but nothing like solvent-based paint fumes and the danger of inhalation that they bring to your home shop. Powder coating is gentle enough on the environment that you can perform the whole process in your garage or workshop, provided you have good ventilation.
If you keep your kitchen-size curing oven outside, there’s really no concern about fumes at all. For small parts that you can cure in a toaster oven, the amount of smoke and fumes is small enough that you smell it, but that’s about all. However, there is dust, so you always need to wear safety goggles and a respirator even though you’re not subject to chemical fumes. Powder tends to get everywhere and is quite irritating to your eyes and nose.
Another benefit of powder coating (and difference to painting) is that it is much more forgiving of bad technique. Once on the part, the powder particles can be easily blown off again, if you make a mistake or accidentally touch or brush something against the part. As a rule, the powder holds to the surface very well while you transfer the part to the curing oven.
If you overload a particular section, you can just blow off the powder with some compressed air and start over. You don’t have to worry about a little overspray creating drips, sags, runs, or wrinkles. There’s no lengthy wet sanding or cutting involved, and the item is ready to use as soon as the part cools.
Powder coat is amazing in its ability to smooth itself during the curing process. You may still have thin and thick spots, especially at first when you’re learning to apply the powder evenly, but you’ll very shortly achieve professional results, once you’ve had a bit of practice.
Find more Tech Tips like this in books from our RESTORATION COLLECTION
Learn everything you need to know about restoring your car or truck to its best condition! Browse the collection here.
SHARE THIS ARTICLE: Please feel free to share this article on Facebook, in forums, or with any clubs your participate in. You can copy and paste this link to share: https://www.cartechbooks.com/blogs/techtips/powder-coating-fundamentals
Powder Coating Kit
A powder coating kit includes a transformer box, a grounding wire with an alligator clip, a trigger, and a powder gun. The transformer is plugged into an ordinary 120-volt wall socket. If you have an Eastwood Dual-Voltage kit, the transformer box has a switch for selecting the output voltage. You clip the grounding wire to the item you plan to coat, and when the trigger is actuated the transformer sends a positive charge to the gun. An electrode runs down the middle of the barrel of the gun, and this electrode is positively charged when the trigger is actuated.
The powder gun is a basic style of paint gun. It’s a hollow tube attached to a source of compressed air, with an attachment for a cup full of powder. Some of the air pressurizes the powder cup and causes the powder to flow out of the gun. The individual particles of plastic powder take an electrostatic charge as they are blown through the barrel of the gun, and the negative charge at the part being coated attracts the powder particles. The powder particles stick to the part being coated.
Most kits include several empty cups, but you quickly find you need more. One advantage of Eastwood kits is that the powders come in the correct cups; you just screw a cup into the gun and you’re ready to go. Other powders come in some kind of plastic bag, and you have to be careful while transferring the powder to a cup. Bad spills happen very easily, and you don’t want to use powder that has been contaminated. Consider buying a dedicated funnel for filling powder cups.

A powder coating gun uses compressed air to blow powder particles past a charged rod to give them a static charge. The particles adhere to the part because it’s the negative pole of the same electrical circuit.

Because most powders are packaged in plastic bags and must be poured into small cups for use with powder coating guns, you need a set of funnels dedicated to powder coating. Any type of funnel from a thrift store works well.

One of the smartest purchases you can make when you buy your powder coating setup is to get the biggest, fullest accessory kit that is offered. Eastwood has the best accessory kits by far, and you use every item in the kit frequently.

For your home powder coating operation you also need a supply of silicone plugs and magnetic masking discs for blocking threaded holes and other places where you don’t want powder. The silicone plugs sold by Eastwood can go all the way through the curing process many times without damage. They may get some powder baked onto them, but this does not affect their usability.
Large powder coating material and equipment kits you can buy online also include nonstick heat-resistant tape for masking areas you don’t want to coat, a digital infrared thermometer for checking cure temperatures, and a spool of utility wire for hanging small parts while you coat and cure them. These kits are well worth the money, and you always need more than you think you will. For example, in a basic small-block Chevrolet intake manifold or cylinder head, you need the largest kit of silicone plugs, a good supply of the special masking tape, and the magnetic blocking discs to protect the passages from stray powder.
Beyond the basic kit, you also need an array of cleaning tools and solutions. These include a good amount of rust remover, paint and powder stripper, and a selection of normal cleaners you can obtain at the auto parts store (see Chapters 3, 4, and 5 for more details).
Advanced workers also want to look into metal repair kits, fillers, and soldering/brazing gear. These can be used to fill in pitting and other flaws before coating for a perfectly restored look. Just don’t expect these products to bear stress! Never use a weakened part that has been smoothed over in a critical function such as the suspension or in brake systems.
Technologies Related to Powder Coating
A number of sealants are similar to powder coating in that they perform the same function: keeping moisture and oxygen away from your metal, and keeping your parts looking good. It’s useful to take a look at each of these and think about when you might want to choose powder coating or one of these other products.
Sealants: POR-15, Bedliner, Plasti Dip
To the untrained eye, sealants such as POR-15 or urea-based spray- or paint-on bed and trunk liners, and even products such as PlastiDip may appear similar or even identical to powder coating, but they are not the same. Powder coating is a sealant, but that term covers a broad array of products, and each of these products works in a different way.
The POR in POR-15 originally stood for “Paint Over Rust.” It is a popular sealant that uses cyanoacrylate to harden its finish. Cyanoacrylate is the substance found in commercial Super Glue. This compound hardens nicely at normal temperatures, and seals surfaces very effectively. But apart from the hardening effect of the cyanoacrylate, the surface is just paint. Plus, cyanoacrylate coverings are less flexible than powder coating, and are more difficult to remove if you make a mistake or decide to remove the covering later.
Spray-on or roll-on truck bed liner is also marketed as chassis undercoating and as a trunk sealant. It’s all the same stuff: a plasticized urethane that dries and cures like paint. It’s designed to create a heavy coating that stands up to all kinds of abuse, and these products are great for their intended use. But the results are thick and tend to have a knobby surface. Also, these do not seal against rust in any way; if there’s any rust lurking underneath the coating, it continues to grow and eat away the metal. Finally, these products are especially sensitive to the presence of grease or oil on the metal; they peel if any impurities are present on the metal.
These are all fine products to choose when you want their particular characteristics. Choose powder coat when you want the characteristics of that finish.
Ceramic Coating
Ceramic coating is a process that results in a coating that looks somewhat similar to powder coating, but ceramic coating is a very different process and as a result, yields a very different coating. However, the two processes are often used on different parts of the same car to great effect.
Ceramic coating is just what the name implies: it is a thin coating of ceramic material, meaning that it is clay-based. The material is sprayed onto a part and then cured in a kiln at very high temperatures, similar to the way a piece of pottery is fired. Various tints and metals are added to the mixture to achieve different colors and metallic finishes.
Ceramic coatings were invented and developed for use by NASA on spacecraft that would have to re-enter the Earth’s atmosphere. The key feature of ceramic coatings is an extremely high “heat shear.” This means that heat tends to reflect off the coating rather than soak through it, leaving the metal on the other side of the ceramic coat much cooler. That effect, plus really good toughness, makes ceramic coating an excellent choice for any part that gets really hot.
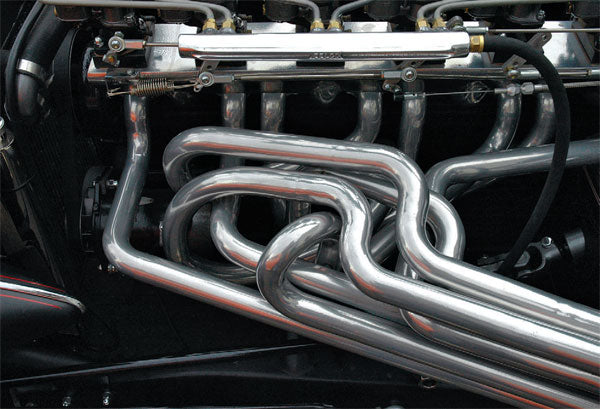
The best use of ceramic coating is when you want to take advantage of that heat shear characteristic and keep the heat on one side of a barrier. The classic example is an exhaust manifold or header. Heat in the engine bay robs power, but you have to evacuate the hot exhaust gases somehow. Ceramic coating on the header or manifold keeps the heat mostly inside the tube, so it can exit the car through the exhaust pipes. The result is a cooler engine bay.
Much as with powder coat, you can get ceramic coatings in virtually any color, with a smooth surface or a textured orange-peel surface to simulate cast iron or a wrinkle texture as with wrinkle-finish paint. You can even order a ceramic coat with a metallic look that simulates chrome, pewter, aluminum mirror black, or any color in between.
Ceramic coat also seals the cast iron in a manifold or the tube metal in an exhaust header; it prevents rust and keeps parts looking like new indefinitely. If you’re powder coating lots of parts on your project, consider ceramic coat for the bits that get really hot.
Ceramic coating is difficult to do yourself at this time. Ceramic coatings cure at temperatures of around 750 degrees F, which are difficult to attain in a readily available oven. However, some ceramic thermal barrier products cure at temperatures as low as 350 degrees, so you may want to give them a try. (Such products have not been tested in the development of this book.)
Spray Painting
If there is one technology that powder coating is designed to replace, it’s spray painting. Powder coating is superior to spray painting in absolutely every respect except one, and that factor is convenience. There’s nothing more convenient than grabbing a rattle can and giving it a shake before spraying some color on a part.
Spray paint comes in a variety of formulations, designed for different applications. Few people are surprised to learn that with spray paint, you get what you pay for. Cheap spray paint doesn’t cover, doesn’t hide, and doesn’t last. Good spray paint is a much better choice, but still not as good as powder coating if the part can be power coated.
If you need to use spray paint on your project in concert with powder coating, it’s best to choose your powder and test-coat a scrap of metal, then take the piece with you when you shop for a spray paint to match the color. There is an element of luck in getting a good match, but if you pick a popular color such as flame red, you should be able to get a very close match.
As with powder coat, paint comes in flat, glossy, textured, or metallic finish. Primers and sanding coats also come in all colors. Spray paints are likely enamels, but may also be epoxy-based. High-heat paints claim to maintain their finish up to 1,000 or 1,500 degrees F, but they offer no heat reflection, as do ceramic coatings. Some paints claim to be designed to neutralize rust, but don’t bet on it. Clean your parts equally well for all coating types.
Choose a spray paint that is formulated for the surface you’re painting, whether that’s plastic, metal, or something else. In most cases, fiber-glass and composites count as plastic. Then the same general rules apply to spray paint as to powder coat: Get the parts as clean as you can. Scuffing is okay to give some shape so the paint can adhere, and be careful in your application technique so as not to mar the finish.
Ceramic coating is generally outside the abilities of home hobbyists and amateurs to perform well. It is used on a comparatively small number of parts and is expensive to purchase.
The downside of spray paint is that it’s easy to get thick and thin spots, runs and drips, and find hair or other particles sticking to the finish. Several coats may be necessary for a really good finish, and you may want to top it all off with a clear coat.
Be sure to let each coat dry completely before applying a new coat, or you’ll end up with a mess. Spray paint is dissolved in solvent, and the surface that is exposed to air dries first, while the underside is still wet. The paint eventually “flashes off” the solvent; it comes to the surface and evaporates. If you are already applying another coat when that happens, you get sags and wrinkles in the finish. Many spray paints take days or even weeks to fully cure, and if they are not applied correctly, they may never dry properly.
Fiberglassing and Compositing
There’s not a lot to say about fiber-glass and composites with respect to powder coating because for the most part, fiberglass cannot withstand the temperatures required to cure powder coat, so fiberglass parts cannot be coated. That’s unfortunate, because the flexibility of powder coat would match well with the flexibility of fiberglass.
What is called fiberglass is actually a combination or composite of fiberglass cloth saturated with a resin and a small percentage of hardening catalyst that, when wet, is a product that can be shaped or molded until it sets up and hardens. Then, of course, it retains its shape, which is what you want. Fiberglass (with resin added) is also called fiberglass reinforced plastic; the hardened resin is the “plastic” part of the composite.
The part of the fiberglass composite that cannot survive the temperatures required to cure powder coat is not the glass fiber woven cloth or random mat of fibers, but rather the plastic that bonds and shapes the glass substrate. With some ingenuity, a temperature-tolerant type of fiber-glass resin may be developed that survives the powder coating process, but for now, it’s generally prudent to consider fiberglass out of bounds for powder coating.

Fiberglass and composite surfaces are usually sprayed with liquid gel coat. This gives the parts some of the properties of powder coat, but gel-coat is not nearly as tough as powder coat.

Fiberglass and other composites are wonderful products, but if they can be powder coated at all, you have to be extremely careful about the cure temperature, so it’s generally not advisable to powder coat these materials.
But not all composites are fiber-glass and some, such as dry carbon fiber, use resins developed for curing in an oven at about 250 degrees F. Some of these resins can survive a lower-temperature powder coating cure, with powders that cure in the low-300-degree range. Generally speaking, people who use carbon fiber prefer to show it off, but it is possible to coat some of these parts. Ask your carbon-fiber supplier for more information.
Electroplating
Along with ceramic coating and spray painting, electroplating is a related technology in that a layer of new material is deposited on the surface of the part to be coated, sealing the underlying metal and protecting it from the elements while delivering a nice finish.
Electroplating uses a process similar to powder coating to deposit the plating metal onto the surface of the part. Here, however, instead of blowing the electrically charged powdered coating onto the part, the coating metal is dissolved in liquid as “metal salts,” and the electrical charge is run through the part itself to attract the metal salts particles to stick to it. The salts deposit themselves evenly on the charged metal of the part, delivering a uniform finish.
As with powder coating, your parts must be perfectly clean to get a good result with electroplating. Any impurities cause the plating metal to simply flake right off. Also, the surface to be plated must be etched, which creates microscopic irregularities so that the plating metal bonds to the substrate. Platers usually begin by depositing several layers of copper and then nickel onto the part. The copper fills pits and small imperfections before the shiny layer goes on. Once the silver or chromium has been applied, any imperfections in the underlying part show up and make themselves obvious.

Chrome and other electroplated surfaces look fantastic, but you can achieve the same (or very close) effect with a good powder coating using metallic or translucent powders.

Many metals may be plated onto the substrate, including the most common: chromium, gold, and silver. But copper, nickel, cadmium, zinc, and tin are used to achieve different effects and different resulting characteristics. For example, nickel plating is common among racers because it yields the same shiny metal finish as chrome, but unlike chrome, nickel plating does not hide cracks.
Cadmium is used for its excellent resistance properties to all kinds of corrosion, especially salt. Aluminum and salt are an exceptionally bad combination, because the salt induces a process called galvanic corrosion that holds the parts together while weakening the aluminum. Cadmium is not subject to galvanic corrosion. This means that cadmium offers both protection and longevity. Cadmium can also be plated onto threaded fasteners without interfering with the ability to thread those fasteners together.
Cadmium plating also has an advantage in that you can powder coat the plated parts; the cadmium acts like a primer so that the powder sticks. This is useful because cadmium is not an especially dressy form of plating. The color is mostly an orange-yellow, with some sheen similar to oil floating on water. So a good coat of powder is an excellent choice on a cadmium-coated oil pan, valve cover, or other nonthreaded part.
For the amateur, electroplating is an awfully finicky process. Kits are available to do it yourself, but you have to be ready to apply multiple layers of base metal and then the critical final layer. This means that the process must be performed precisely. Home platers have had mixed results, and the expense, time, and potential for unsatisfactory results mean that electroplating is usually best left to professionals. This is especially true for cadmium because of its toxicity. The exception is copper or brass plating, which is easier, less expensive, and yields generally good results.
If you have a plated part that is showing flaws (most likely a chrome part), consider etching and powder coating as a way to salvage the project. Electroplating makes tiny flaws more obvious, while powder coat fills in the flaws and hides them. If you have a damaged or low-quality chromed part, strip off the plating and experiment with reflective chrome powder coat or another color, even clear powder helps.
Tinning
Tinning is coating process that is generally included with metal plating, although it works by much more traditional means. The part is simply dipped into hot, molten, pure tin, and the metal sticks to the part in a thick coat.
Tin is often used to protect and reinforce thin steel sheet metal before it perforates. If the metal is already perforated, the rotten sections must be cut away and new steel welded into place before the part can be tinned.
Because tinning produces a far thicker coating than electroplating, it hides flaws and still makes a great surface for powder coating if you want color instead of the metallic tin finish.
Anodizing
Anodizing is an alternative to powder coating although there are now powders that approximate the same visual effect. Anodizing is like electroplating in that electrical current is used to deposit oxides onto the surface of metal parts, especially aluminum. These oxides are beneficial in that they seal the metal and protect the base part from corrosion and wear. Some exotic metals may also be anodized, but none that are commonly used. Iron and steel cannot be anodized in the same way because the metal corrodes; however, they can be treated with acid for a similar effect.
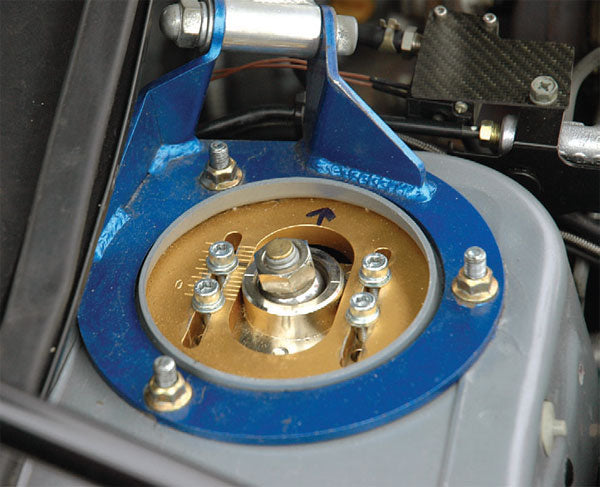
Both the blue ring and the gold plate in this adjustable alignment setup are made of anodized aluminum for good looks and durability. Anodizing is performed on aluminum and other less common metals such as titanium.

Anodizing is similar to electroplating and powder coating in that electrical current is used to deposit material on the part. In this case, however, the material is an oxide of the base metal. This oxide protects the part and can be dyed any color.

Anodizing creates a thin film of the oxide on the surface of the part. This layer is not especially tough or hard by metal standards but is tougher than any paint or electroplated covering. One difference between anodizing and other coatings and platings is that an anodized surface is porous, and thus provides incomplete sealing against corrosive substances. For this reason, parts are often dyed to give the surface the characteristic “anodized” look. Additional sealants are also often used with anodized parts to protect them from corrosive agents; seawater is the most common.
Similar to cadmium plating, anodizing is popular for threaded parts because it does not hinder threading the parts together and helps resist corrosion that “rust welds” parts together.
How to Achieve Good Results
When it comes to doing things yourself, the satisfaction of a job well done cannot be matched. When others notice that your powder coating work has made your car, motorcycle, boat, airplane, even your kitchen into a unique piece of art, you will be justifiably proud. There are a few good rules to follow that help you enjoy the process and get results that will make you proud. These three rules are general advice that our parents and grandparents taught us, but they bear repeating.
Rule One: Play Safe
Safety must always be a primary concern when you’re doing projects in your workshop. Powder coat is not generally toxic, but common sense tells you that inhaling powdered plastic with chromium in it is not good for your lungs. Similarly, handling hot parts can be hazardous, and all cleaning agents should be stored and used safely.

Safety goggles are critically important when powder coating. Not so much because the process is dangerous as that powder makes your eyes red and itchy. If you’re going to be working with cleaning chemicals and spinning wire wheels, you really need several sets of these goggles in your shop.
Some of the instructions in this book tell you how to wire a circuit and outlet for an electric stove for use with powder coating. If you’re not confident of your ability to do this safely, there’s no shame in calling an electrician to do it for you.
Perhaps most important, don’t think that a gas oven works the same as an electric model; there is a danger of fire or even explosion with a gas oven. Only an electric oven can be used for powder coating.
Rule Two: Learn About Your Equipment Before You Begin
You need to do some research before you get started. It’s always tempting to plug everything in and go for it, but you waste far less powder and get more encouraging results early on if you read and follow all the instructions, at least for the first project or two, before you start.
It pays to do your homework. Learn what accessory supplies are available and consider the projects you want to do. Once you’re into the project, you’ll be frustrated if you have to wait a week while someone ships you the stuff you need before you can proceed.
Make sure you’re using good air hardware and that you have an accurate and adjustable pressure regulator. Those mounted on compressors are notoriously inaccurate and hard to adjust properly. You can blow the cup fitting right off your powder gun if you don’t have things set up properly.
If you know what you’re supposed to be doing, you can use that as a baseline and then alter your procedures to work for your particular set of equipment and get the best results.
Rule Three: Have Fun and Don’t Overextend Yourself
One key to a successful home project coating setup is to make sure you reward yourself from time to time. There’s nothing more satisfying in a project than being able to see the excellent results you created by yourself.

This rusty hulk of a car is all potential. With the skills of a powder coater, you’re well on your way to turning this kind of neglected junk into a work of automotive art.

When you’re done, you will have powder coated parts all over your car, in places everyone can see, and others that may be invisible, but you know they’re there and that they were done right.

Powder coating can take the most ordinary set of stainless mixing bowls from a thrift store and turn them into colorful party servers, or just brighten up your washer and bolt storage system. The sky’s the limit; what are you waiting for?
You may find that once you start showing up with excellent powder coated parts on your car or other project your friends will turn up with all kinds of things to be coated. That’s okay and maybe even desirable. But you should never let it become a burden, either financially or to your free time. Powder is expensive, and your time is valuable, so be sure that you account for both before you say yes to favors.
The last thing to say about having fun is that you should choose projects that keep the rewards of your work coming back to you, and that keep your enthusiasm strong.
Written by Jeffery Zurschmeide and Posted with Permission of CarTechBooks
Find more Tech Tips like this in books from our RESTORATION COLLECTION
Learn everything you need to know about restoring your car or truck to its best condition! Browse the collection here.
SHARE THIS ARTICLE: Please feel free to share this article on Facebook, in forums, or with any clubs your participate in. You can copy and paste this link to share: https://www.cartechbooks.com/blogs/techtips/powder-coating-fundamentals